


 下载:
下载:



-
工业污染是城市环境污染的主要来源之一。由工业生产引发的高污染问题导致我国尘肺病发病率常年居高不下[1]。毒理学和流行病学研究表明,由工艺产生的不同粒径颗粒物对人体的危害程度不同:2.5~10 μm的颗粒能够进入上呼吸道;小于2.5 μm的颗粒可以穿透人体呼吸道的防御毛发状结构进入人体内部,对心血管系统产生毒性作用[2-4]。
在钢铁工业中,颗粒物污染源包括燃煤发电、烧结、炼铁和热轧等生产工艺[5]。目前,关于工业污染的研究场所主要集中在燃煤源、烧结和炼铁源,其污染特征研究相对成熟[6-10],而对热轧厂各工艺的关注比较缺乏,其研究重点主要在颗粒物的主要成分及元素组成上[11-13]。精轧作为热轧工艺的主要工序之一,具有高温、高污染等特点,作业人员长期暴露在颗粒污染环境中,健康风险巨大。因此,对精轧工艺微观形貌、粒径分布等特征进行进一步研究十分必要。
本研究选取典型热轧厂房精轧区进行采样实验及现场实测,对精轧工艺污染源颗粒物特征及其岗位环境污染规律进行分析。建立精轧工艺污染源颗粒物的Rosin-Rammler粒径分布函数,反映颗粒物产生源处的粒径分布特征,为进行净化除尘数值模拟研究提供参考依据;并通过岗位环境颗粒物实测得到精轧区颗粒物的动态变化特征以及空间分布规律,该规律对精轧区排风罩设计具有一定的指导意义。
全文HTML
-
本测试所选取的热轧厂位于广东省。该热连轧生产线采用国内外先进技术,生产规模大,具有代表性。厂房主要采用自然通风方式。整个厂房长578 m、宽8.2 m、高15 m,主要由侧窗进风,顶部气楼排风。工作区主要由加热炉区、粗轧区、精轧区和成品区4个部分组成。板坯经过加热炉加热到设定温度后,通过高压水除磷,经粗轧机往复轧制后,依次经过8架编号分别为F1~F8的精轧机,轧制至工艺要求的厚度,最后进行冷却酸洗,卷曲打捆运输至成品区。
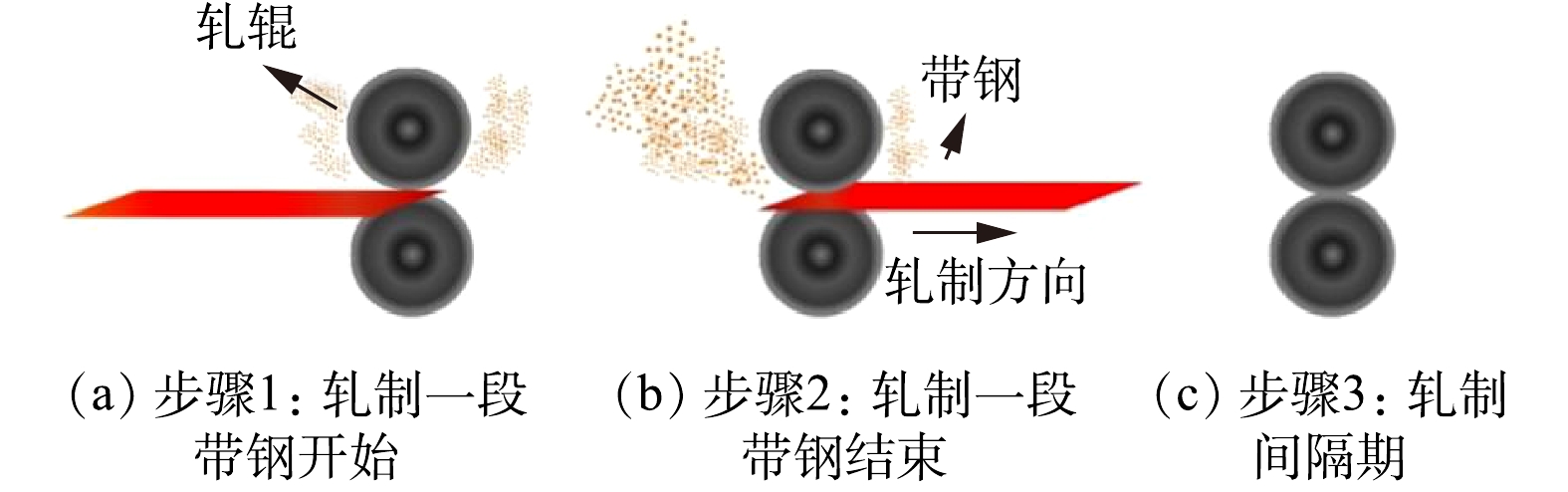
轧制过程中的带钢是精轧区主要的颗粒物散发源,轧制周期如图1所示。在精轧过程中,一段带钢轧制后间隔一段时间,继而进行下一段带钢的轧制,如此连续工作。精轧过程中轧制每一段带钢的时间基本相等。本研究将一段带钢轧制开始至下一段开始视为一个周期。经现场秒表测试获得30组各精轧机单个轧制周期的时间后,求均值得出一个周期总时间,约为2 min 26 s。其中,轧钢时间约为1 min 15 s,间隔时间约为1 min 11 s。从占比可以看出,轧钢时间与间隔时间约各占总轧制周期的一半。
-
工业通风除尘领域通常采用平均径、中位径或形态径代表所研究问题的粒径水平,而自然界中鲜有单一粒径的粉尘,一般为不同粒径的混合物[14]。不同形态、不同粒径的颗粒物往往迁移特性不同,也会对通风流场产生不同影响。若要进行深入的理论研究,须充分了解颗粒的粒径特征及分布。本研究于2019年7月对精轧工艺污染源颗粒物进行采样分析,结合Rosin-Rammler分布函数公式进行计算,得到数值模拟中所需的中位径和传播系数。
1)监测原理与方法。扫描电子显微镜(SEM)实验:采用西安建筑科技大学的Gemini SEM 300场发射扫描电子显微镜(德国Carl Zeiss)观测样品形貌,显微镜分辨率为:0.7 nm@15 kV;1.2 nm@1 kV。实验时取适量样品于硅晶片上,用DZ-2BCIV真空干燥箱在74 ℃环境中干燥1 h,然后将载有样品的硅晶片粘在样品座的导电胶带上进行实验。
激光粒度分布测定实验:利用西安建筑科技大学的LS230/SVM+激光粒度分布测定仪(美国贝克曼库尔特)测试颗粒群相应粒径级的丰度比例量,测量范围为0.01~3 500 μm,分辨率高于0.1 μm。污染源样品取自精轧工艺排风罩汇集的总烟道内,按照《固定污染源排气中颗粒物和气态污染物采样方法》(GB/T 16157-1996)的技术要求进行采样。实验前取适量样品与蒸馏水于50 mL离心管中混合配制成均匀的悬浊液,然后将其放置在涡旋振荡器上进一步振荡均匀,准备完毕后进行上机测试。
2)颗粒物粒度分布的分析方法。国内外广泛以Rosin-Rammler粒径分布函数用来描述粉尘的粒径分布[15],普遍表达式[16-17]如式(1)所示。
式中:S为均匀度指数,S越大,表示颗粒群的均匀性越好;D为特征尺寸,取对应F(d)=0.632的粉尘粒径;F(d)为颗粒粒径的累积分布。
将式(1)进行对数变换后,得到式(2)。
根据式(2),将ln{−ln[1− F(d)]}对lnd作图后即可得到一条直线,斜率为S,根据截距,可求得对应的特征尺寸D。
-
1)监测设备。采用定制颗粒物传感器对PM1.0、PM2.5及PM10进行监测。传感器的测量范围为0~2 000 μg·m−3,时间间隔2 s,测量精度已标定为±10%。采用testo605i无线温湿度测量仪对温湿度进行监测,温度测量范围为−20~+60 ℃(测量精度:±0.8 ℃(−20~0 ℃),±0.5 ℃(0~+60 ℃)),湿度测量范围为0~100% RH,设置时间间隔为2 s。
2)测试方法。广东省属于亚热带季风气候,夏季时间长。对于高温作业的热轧厂,夏季工作环境更为不利。因此,测试时间选择在2019年7月每日09:00—11:00和15:00—17:00时段。当地通风室外计算温度为30.7 ℃,通风室外计算相对湿度为74%[18]。考虑到精轧工艺的周期性,本测试分别关注精轧区不同测点的时间性变化特征和空间差异特征。由规范可知,一个有代表性的工作场所内有多台同类生产设备时,1~3台设备之间设置1个采样点;4~10台设备之间设置2个采样点,且应选择空气中有毒物质浓度最高、劳动者接触时间最长的工作地点[19]。
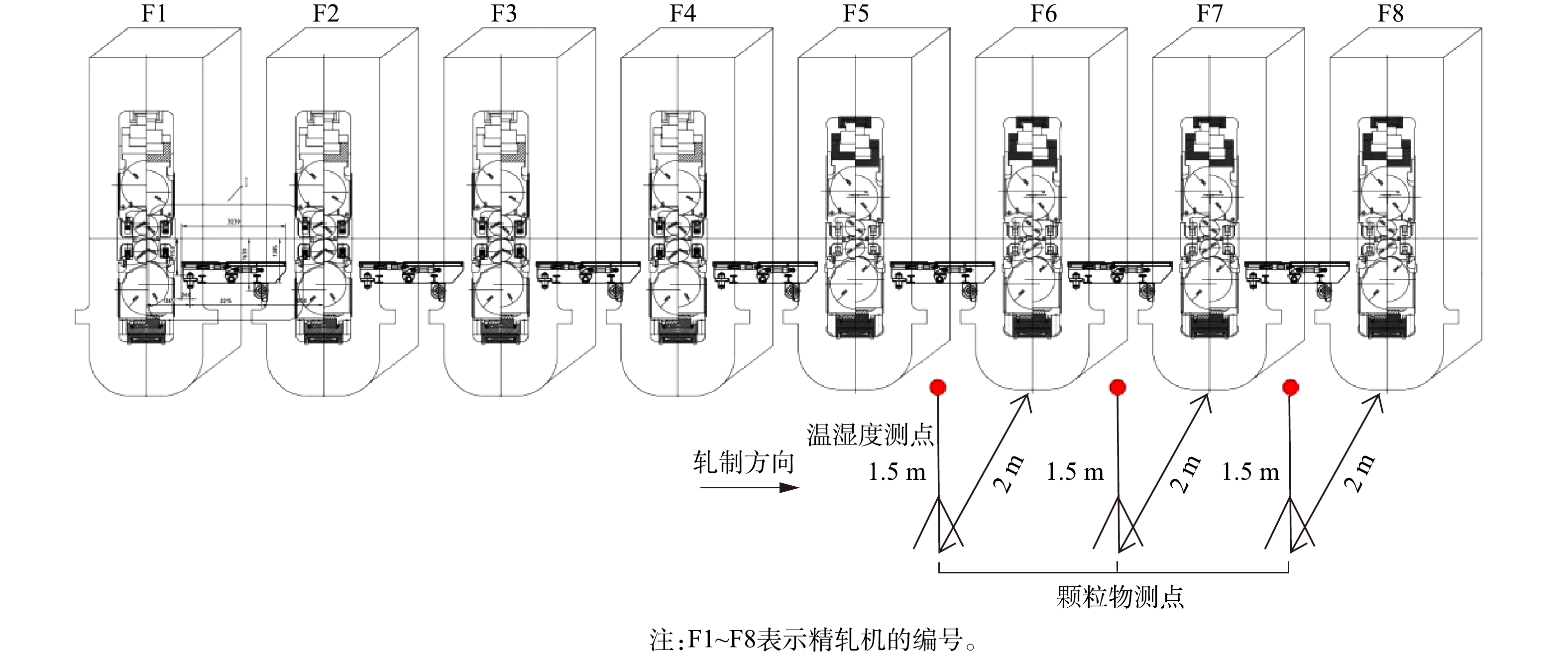
按照规范要求并考虑轧机的轧制规律,此次测试设置了3个颗粒物采样点,分别选择在轧制后期的F6、F7、F8精轧机前2 m处设置颗粒物测点,编号为测点1、测点2、测点3。为进一步了解精轧区的污染情况,在测点1测试温湿度等参数,该点处于精轧区较为居中位置,具有代表性。采样点高度原则上与人的呼吸带高度相一致,立姿作业时为1.5 m[20]。因此,测点高度均设置在距地面1.5 m处。图2为测点布置示意图。
3)颗粒物相关性分析方法。本研究采用Pearson积矩相关系数法分析温湿度与颗粒物及颗粒物与颗粒物之间的相关程度。在样本分布明确且2个连续变量间呈线性相关时,Pearson积矩相关系数具有准确高效等优点[21-22]。计算公式见式(3)。
式中:r为Pearson积矩相关系数,代表x、y之间的相关程度,相关系数越接近于1或−1,相关度越强;相关系数越接近于0,相关度越弱。一般情况下,通过以下取值范围判断变量的相关强度:相关系数0.80~1.0为极强相关;0.60~0.79为强相关;0.40~0.59为中等程度相关;0.20~0.39为弱相关;0~0.19极弱相关或无相关[23]。
1.1. 热轧厂区概况及精轧工艺简介
1.2. 精轧工艺污染源颗粒物监测
1.3. 精轧工艺岗位环境监测
-
1)微观形貌分析。图3为扫描电镜(SEM)下精轧源颗粒物的微观形貌,放大倍数为104倍。由图3可见,颗粒物粒度变化较大,呈非均一粒径,微观结构不规则。颗粒的最小粒径为几十纳米,最大为微米量级。由于碾磨作用,精轧工艺产生的颗粒物经历了轧辊与带钢、颗粒与颗粒之间等相互挤压后被破碎,形成非均匀形粉末。与均一粒径颗粒物相比,非均一粒径下同粒径小颗粒混入大颗粒时可使其沉降速度减小[24],即意味着精轧工艺污染源处小颗粒比均一粒径时悬浮时间更长,且运动距离更远。此外,由于颗粒物主要成分为FeO、Fe2O3和Fe3O4[11-13],而Fe元素是一种强氧化剂,其作为细颗粒物中的一种重要金属组分[25-26],可诱导氧化应激并进一步引起肺部炎症及损伤[27]。因此,精轧源颗粒物能够较大程度地影响厂区环境,对工人健康具有潜在危害性。
2)粒度分布特征。图4给出了精轧源颗粒物10个粒径段的累积占比,粒径集中在2.423~3.519 μm,平均粒径为2.858 μm。其中,粒径小于1.149 μm的超细颗粒物(PM1.149)累积占比为14.2%,粒径小于2.423 μm的细颗粒物(PM2.423)累积占比为44.6%,表明精轧工艺细颗粒污染较为严重,反映了精轧工艺轧制碾磨作用的显著贡献。粒径介于2.423~10.78 μm的粗颗粒物(PM2.423~10.78)占比53.1%,而粒径介于10.78~17.18 μm的超粗颗粒物(PM10.78~17.18)占比仅2.3%。可见,精轧产生的颗粒物主要为10 μm以内的可吸入粉尘,且粗细颗粒物占比相当。粒度分布特征可侧面表征污染源颗粒物进入人体的位置,并决定其在人体内的沉积作用[28-30]。粒径小于5 μm的颗粒能够刺穿上呼吸道运动至细支气管和肺泡中,且颗粒粒径越小,进入部位越深,对人体伤害越大[1]。由图4可见,污染源产生的粉尘颗粒有约80%(5 μm以内)可沉积于人体细支气管和肺泡等部位,其中约35%(2 μm及以下)颗粒物易形成下呼吸道吸入暴露。由于颗粒粒径细小,可进入较深部位,一般无法正常排出体外[31-32]。
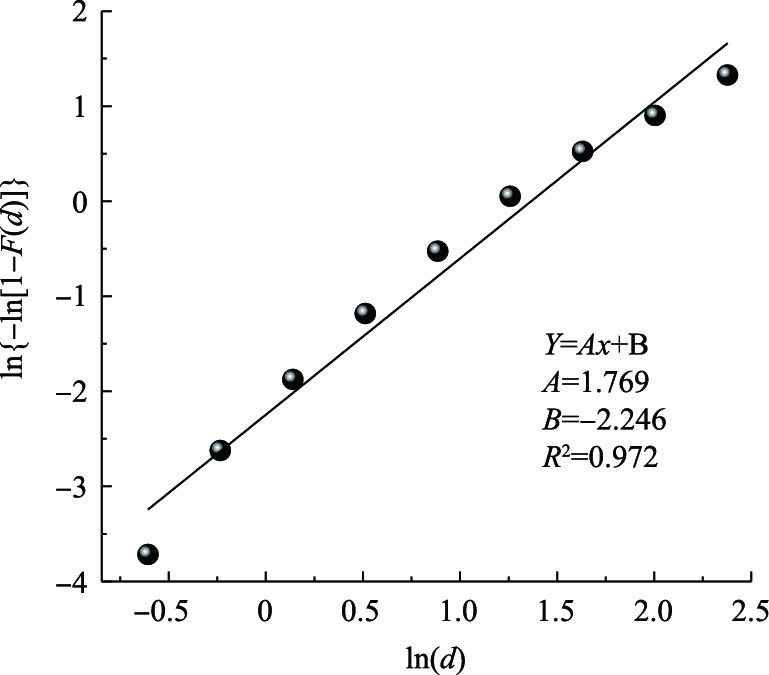
对图4数据进行线性回归可得到图5。其中,均匀度指数为1.769,反映出颗粒物不均匀。进一步可得特征尺寸为2.932 μm,即颗粒粒径累积分布函数表达式如式(4)所示。
图5为颗粒粒径拟合函数与实测值的对比,颗粒粒径分布与Rosin-Rammler拟合函数规律相吻合(R2=0.972),证明了该拟合函数的可靠性。由前所述,精轧工艺污染源处产生的颗粒易导致职业病发生,该区域通风设计尤为关键。式(1)给出均匀度指数(S=1.769)与特征尺寸(D=2.932 μm)可直接用于数值模拟中,为精轧工艺进行进一步净化除尘机理分析奠定了基础。
-
1)颗粒物与环境因子的相关分析。在置信度为95%下,采用Pearson积矩相关系数法对岗位环境颗粒物(PM1.0、PM2.5、PM10)之间以及与环境因子(温度、相对湿度)之间分别进行相关分析,结果如表1所示。概率分布值P<0.05被认为具有统计学意义。因此,由表1可知:颗粒物之间具有很强的正相关性;而颗粒物与岗位环境温度、相对湿度呈弱相关性,其中颗粒物与环境温度呈正相关性,与相对湿度呈负相关性。说明精轧工艺岗位环境颗粒物污染特征及来源相同,且受环境温度及相对湿度的影响较小,证明精轧作用是影响颗粒物变化的主导因素。
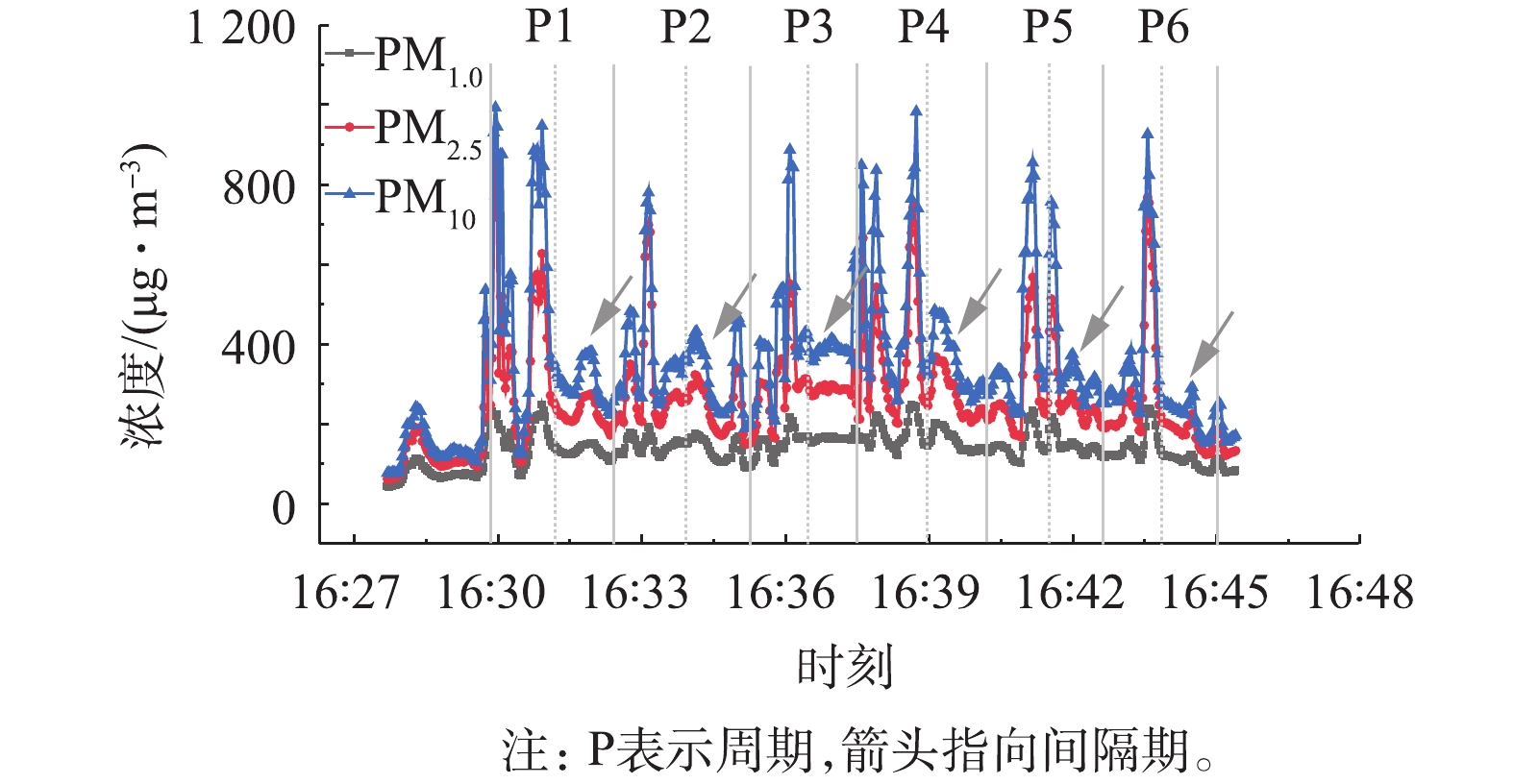
2)颗粒物周期性变化分析。图6为单架精轧机岗位环境PM1.0、PM2.5、PM10浓度变化曲线图(3个测点周期性变化规律相似,故选择其中一架进行分析),呈周期性波动变化。通过与轧制周期对比发现,一个周期内存在单峰值或多峰值的现象,间隔期基本稳定在较低浓度。而轧制过程中多峰值呈现随机紊乱波动,轧制期峰值浓度约为间隔期峰值浓度的2.5倍左右。一个周期内存在多峰值现象的根源在于工艺本身的复杂性。根据工艺的特性,认为原因包括带钢速度快和带钢表面粗糙度不同等。长为几十米的带钢表面不是绝对平整的,且运行速度很快,导致在轧制过程中带钢碾磨出颗粒物的峰值存在随机性,即一个周期内存在了多个峰值,且多峰值出现时刻不一。该周期性变化特征反映出精轧工艺岗位环境颗粒物浓度变化与轧制工艺特征存在紧密联系。精轧机岗位环境实测颗粒物峰值浓度均未超过1 000 μg·m−3,远小于《工作场所有害因素职业接触限值》(GBZ 2-2019)工作场所空气中粉尘容许浓度8.0 mg·m−3的限值,符合规范要求。
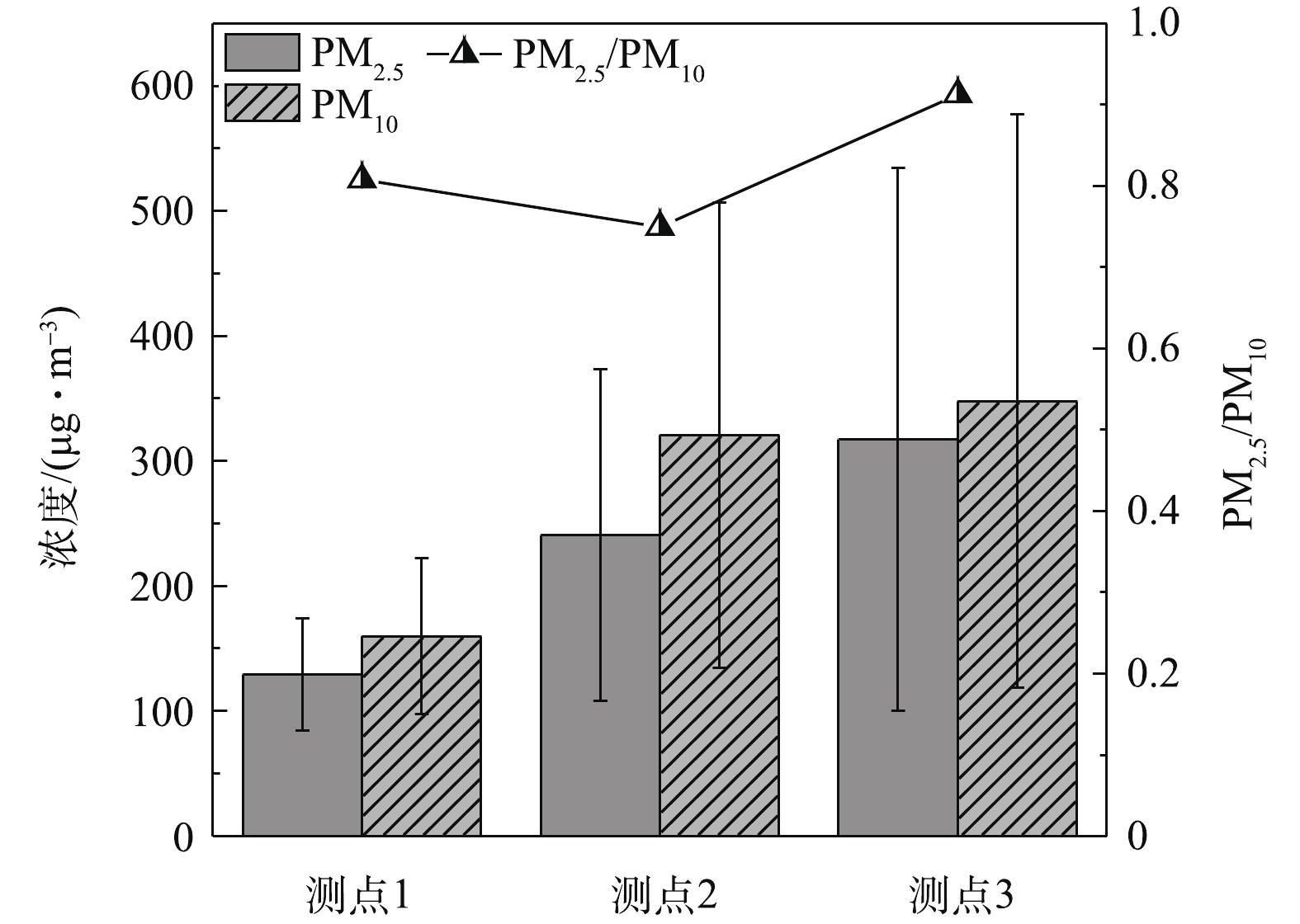
3)颗粒物空间性变化特征。由图7中PM2.5/PM10均值可以看出,岗位环境细颗粒比例较高,测点1~测点3的PM2.5/PM10均值比例依次为0.807、0.749和0.912,与前述污染源处所产生细颗粒物占比(约50%)存在一定差异。这可能与颗粒物从污染源运动至岗位环境过程中PM2.5、PM10不同的沉降速度有关。由于在不同环境下PM10颗粒物沉降速度明显高于PM2.5颗粒物[4],导致在运动过程中较大颗粒因沉降作用而减少,而细颗粒则能较长时间悬浮于空气中,所以岗位环境PM2.5/PM10占比变大。
图7显示出精轧区3个测点的颗粒物浓度空间变化特征。总体上看,PM2.5与PM10变化趋势较为一致,测点1至测点3的平均浓度依次增大,单个测点数据波动较大,原因在于精轧过程并非持续不断的。如前所述,精轧过程分为轧制过程和轧制间隔期,主要在轧制过程中产生颗粒物,因而数据不稳定。测点1的PM2.5和PM10平均浓度分别为(129.17±44.98) μg·m−3和(159.88±62.44) μg·m−3,测点2的PM2.5和PM10平均浓度为(240.46±132.50) μg·m−3和(320.86±186.01) μg·m−3,测点3的PM2.5和PM10平均浓度为(317.27±216.97) μg·m−3和(347.73±229.22) μg·m−3。由此可知,在岗位环境中各测点的PM2.5、PM10的均值浓度大小为:测点3>测点2>测点1。这反映出颗粒物浓度与精轧区整体的工艺特征有关,热轧带钢依次经过各架精轧机时带钢越来越薄,速度逐渐增加,因碾磨所逸散出的颗粒物散发量也逐渐增大。
目前,各热轧厂精轧区针对每架轧机均采用相同风量的排风系统。由图7可得,对于轧制后期,岗位环境颗粒物污染愈加严重,因此,各架轧机排风量应根据轧制情况分别设计。原因在于,相同风量设计做法导致轧制前期精轧机的设计风量过大,增加了不必要的能耗,而轧制后期的风量不足,排风罩无法起到良好的控尘效果,从而导致颗粒物逸散严重,危害工人健康。一般情况下,带钢通过各架精轧机的速度设定值逐架递增1~2 m·s−1,污染物散发量随速度总体呈递增规律。因此,各架精轧机的经济通风量应逐渐增加。建议在精轧工艺排风罩设计中,充分考虑轧制前后期精轧机颗粒物逃逸量不同的规律,为每架精轧机分别独立设置不同风量的排风罩,达到精准控制局部环境的效果。
2.1. 污染源颗粒物实验结果分析
2.2. 岗位环境监测结果
-
1)精轧工艺污染源颗粒物呈非均一粒径,颗粒微观结构不规则,其主要元素(Fe元素)是一种强氧化剂。该颗粒物特征导致此处小颗粒比均一粒径颗粒悬浮时间更长,影响区域更大,对工人健康具有很强的潜在危害性。
2)污染源颗粒物90%以上为10 μm以内的可吸入粉尘,平均粒径为2.858 μm,粗细颗粒物占比各50%左右,易导致职业病的发生。结合国内外广泛使用的Rosin-Rammler粒径分布经验公式拟合出精轧区污染源颗粒物的分布函数,其均匀度指数(S=1.769)与特征尺寸(D=2.932)可直接用于数值模拟当中。
3)精轧工艺岗位环境颗粒物(PM1.0、PM2.5和PM10)污染特征及来源相同,精轧作用是影响岗位环境颗粒物变化的主导因素,颗粒物与环境温度及相对湿度的相关性偏小。岗位环境颗粒物呈周期性波动变化,浓度峰值一般出现在轧制过程中或轧制结束后的间隔期前期,实测峰值浓度均未超过1 000 μg·m−3。
4)岗位环境PM2.5/PM10均值比例依次为0.807、0.749和0.912,与污染源处所产生细颗粒物占比(约50%)存在一定差异,原因在于PM10与PM2.5颗粒物相比沉降速度偏大。颗粒物沿轧制方向逸散量逐渐增大,通风系统设计时,应充分考虑轧制前后期不同精轧机的逸散量,对每架精轧机设置不同风量的排风罩,有利于达到精准控制局部环境的效果,从而营造洁净的厂房环境,符合节能的要求。
